





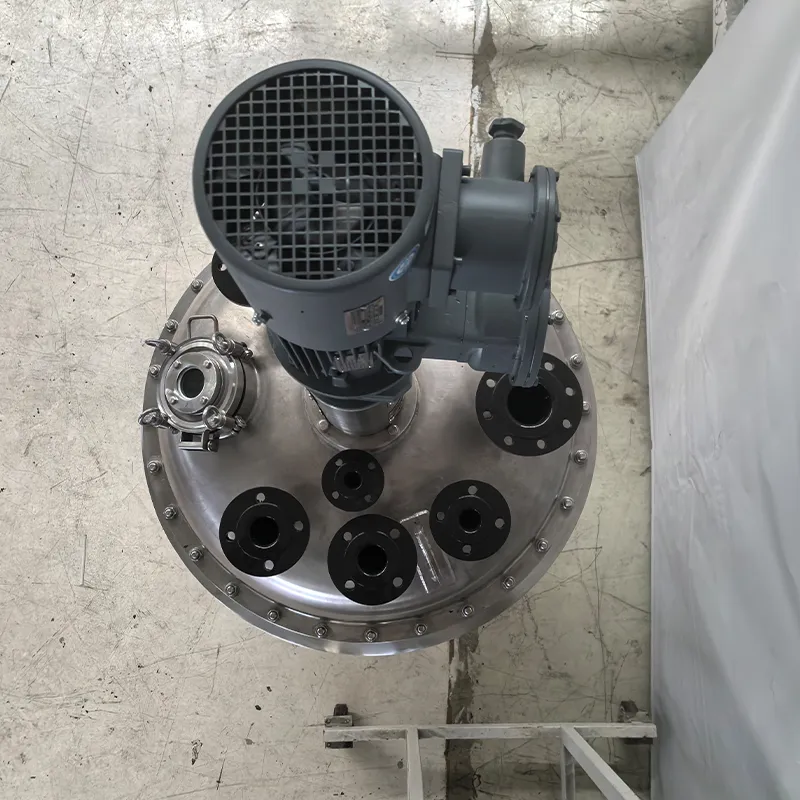
Однобаковый резервуар
Если вы думаете, что однобаковый резервуар — это просто бак с мешалкой, придется разочаровать. На деле это система, где каждая деталь влияет на выход продукта, и мне приходилось переделывать крепления патрубков трижды, пока не подобрали угол, предотвращающий застой.
Конструкционные особенности, которые не увидишь в спецификациях
Сварные швы по днищу — отдельная история. Как-то на объекте в Подмосковье пришлось экстренно менять конфигурацию шва после того, как при гидроиспытаниях проявились микротрещины. Производитель уверял, что полировка до Ra 0,4 мкм решает все проблемы, но без правильного заложения углов даже идеальная поверхность не спасает.
Тут вспоминается проект для ООО Наньцзинь Цзиньжи Лёгкой Промышленности Технолоджи Развитие — их техзапрос изначально содержал нестыковки по допускам на температурное расширение. Пришлось на месте пересчитывать крепления рубашки, особенно для зон с перепадом от 80°C до 5°C в режиме очистки.
Кстати, о терморубашках: спиральная конфигурация против змеевиковой — это не вопрос цены, а вопрос распределения тепловых потоков. В биореакторах для фармы перегрев на 2°C уже может запустить неконтролируемые процессы.
Материалы: между ГОСТом и реальными средами
AISI 316L против 304 — казалось бы, все ясно. Но когда в прошлом году столкнулись с коррозией под уплотнительными поверхностями, выяснилось, что виноват не столько материал, сколько микрощели между фланцем и прокладкой. Пришлось разрабатывать конусное прилегание — простое, но неочевидное решение.
В резервуарах для биологической фармацевтики, как у Наньцзинь Цзиньжи, часто упускают совместимость с моющими растворами на основе перуксусной кислоты. После трех циклов обработки на одном из объектов появились точечные поражения в зонах застоя — пришлось перепроектировать дренажную систему.
Полировка — отдельная боль. Глянцевая поверхность не всегда лучше: для некоторых сред шероховатость 0,5-0,8 мкм дает лучшее смачивание. Но этот нюанс редко прописывают в ТУ.
Монтаж и 'полевые' условия
Самая частая ошибка — несоосность приводных валов. Как-то на запуске линии в Казани вибрация превысила допустимую в 4 раза из-за миллиметрового смещения опорной рамы. Пришлось резать бетонное основание — проект задержался на две недели.
Электрические нагреватели в рубашках — источник постоянных проблем. В одном из однобаковый резервуар пришлось менять ТЭНы после 8 месяцев работы: конденсат в нижней зоне вызывал локальный перегрев, хотя по расчетам все сходилось.
Кстати, про сайт https://www.njjr.ru — там есть полезные данные по совместимости материалов, но некоторые нюансы по креплению смотровых окон пришлось дорабатывать непосредственно на объекте.
Валидация и скрытые параметры
При калибровки датчиков pH в резервуарах для очистки тары часто забывают про время отклика. В проекте для фармацевтического производства потеряли 12 часов из-за того, что электроды не успевали за быстрым изменением концентрации щелочи.
Система CIP — отдельный разговор. Стандартные программы не учитывают остаточную турбулентность в углах днища. После серии тестов пришли к увеличению расхода промывочного раствора на 15% против расчетного.
Особенно критично для биологической фармацевтики, где остаточная микрофлора даже в однобаковый резервуар для промежуточного хранения может испортить всю партию. Приходится учитывать даже материал уплотнений — силикон против EPDM дает разницу в адсорбции.
Экономика против надежности
Пытались сэкономить на системе контроля уровня — поставили емкостные датчики вместо радарных. Через месяц появились сбои из-за пенообразования. Переделка обошлась дороже первоначальной экономии.
В резервуарах для чистой тары важно соблюдать баланс между скоростью опорожнения и риском кавитации. На объекте в Новосибирске пришлось уменьшить диаметр выходного патрубка после того, как насос начал 'захватывать' воздух при остатке 10% объема.
ООО Наньцзинь Цзиньжи Лёгкой Промышленности Технолоджи Развитие в своих разработках делает упор на технологичность, но иногда стоит добавлять резервные решения — например, дополнительные точки отбора проб в верхней зоне, которые спасают при внезапном изменении параметров среды.
Неочевидные взаимосвязи
Скорость мешалки и геометрия отражательных перегородок — если их соотношение рассчитано неправильно, даже идеально отполированный однобаковый резервуар будет работать как ступка, измельчая частицы продукта.
Температурные компенсаторы на патрубках — без них термические расширения создают напряжения, которые со временем приводят к трещинам в сварных швах. Учились на собственном опыте, когда на пятом цикле термообработки лопнул шов на сливном патрубке.
В системах с паром высокого давления важно учитывать не только прочность, но и усталостные характеристики. Один резервуар выдержал все испытания, но через 2000 рабочих циклов появились микротрещины в зоне термокомпенсатора.
Соответствующая продукция
Соответствующая продукция





Самые продаваемые продукты
Самые продаваемые продукты-
 Реактор из нержавеющей стали
Реактор из нержавеющей стали -
 Реактор из сплава Хастеллой
Реактор из сплава Хастеллой -
 Резервуар для высокоскоростного эмульгирования
Резервуар для высокоскоростного эмульгирования -
 Система приготовления дезинфицирующих средств
Система приготовления дезинфицирующих средств -
 Система для производства инактивированных вакцин
Система для производства инактивированных вакцин -
 Система водоподготовки
Система водоподготовки -
 Санитарный клапан
Санитарный клапан -
 Система для приготовления инъекционных растворов
Система для приготовления инъекционных растворов -
 Резервуар с напыленным внутренним покрытием
Резервуар с напыленным внутренним покрытием -
 Капиллярный теплообменник
Капиллярный теплообменник -
 Система приготовления глазных капель
Система приготовления глазных капель -
 Система для приготовления жировых эмульсий
Система для приготовления жировых эмульсий